


服务热线
13865970967
服务热线
13865970967
产品时间:2016-12-02 15:04
简要描述:
无缝钢管穿孔机介绍 1. 穿孔的发展过程是什么? 今天在无缝钢管生产过程中,穿孔工艺被广泛应用而且是非常经济的。1886年德国的曼内斯曼兄弟申请了用斜辊穿孔机生产管状断面产品的...
无缝钢管穿孔机介绍
1. 穿孔的发展过程是什么?
今天在无缝钢管生产过程中,穿孔工艺被广泛应用而且是非常经济的。1886年德国的曼内斯曼兄弟申请了用斜辊穿孔机生产管状断面产品的专利。专利中描述了金属变形时内部力的作用和使用两个或多个呈锥形的轧辊进行穿孔,因此被称作曼内斯曼穿孔过程。
由R.C 斯蒂菲尔发明的导板使得穿孔后的毛管长度得到增加。后来S.狄舍尔发明了导盘,使穿孔效率得到更大提高。在1981年出现了双支撑的锥形辊穿孔机(单支撑的锥形辊穿孔机由R.C 斯蒂菲尔发明于1899年发明),它比以前的穿孔机在金属的变形上有明显的改进。
德国和美国在20世纪上半叶将穿孔进行了很大改进, 后半叶德国、俄罗斯和日本又将穿孔机向前推进了一步,近一段时间中国也取得了很大成绩。
当今无缝钢管生产中穿孔工艺更加合理和穿孔过程实现了自动化。常见的穿孔机有锥形辊穿孔机和桶形辊穿孔机。
2. 穿孔工序在现代钢管生产中的作用?
在无缝钢管生产中,穿孔工序的作用是将实心的管坯穿成空心的毛管。整个 生产过程一般包括穿孔、轧管和定减径工序。穿孔作为金属变形的第一道工序,穿出的管子壁厚较厚、长度较短、内外表面质量较差,因此叫做毛管。如果在毛管上存在一些缺陷,经过后面的工序也很难消除或减轻。所以在现代钢管生产中穿孔工序的起着重要作用。
3. 管坯穿孔的方式有几种?
管坯的穿孔方式有压力穿孔,推轧穿孔和斜轧穿孔。
(1)压力穿孔
压力穿孔是在压力机上穿孔,这种穿孔方式所用的原料是方坯和多边形钢锭。工作原理是首先将加热好的方坯或钢锭装入圆形模中 (此圆形模带有很小的锥度),然后压力机驱动带有冲头的冲杆将管坯中心冲出一个圆孔。这种穿孔方式变形量很小,一般中心被冲挤开的金属正好填满方坯和圆形模的间隙,从而得到几乎无延伸的圆形毛管,延伸系数最大不超过1.1。
(2)推轧穿孔
推轧穿孔是在推轧穿孔机上穿孔,这种穿孔方式是压力穿孔的改进。把固定的圆锥形模改成带圆孔型的一对轧辊。这对轧辊由电机带动方向旋转(两个轧辊的旋转方向相反),旋转着的轧辊将管坯咬入轧辊的孔型,而固定在孔型中的冲头便将管坯中心冲出一个圆孔。为了便于实现轧制,在坯料的尾端加上一个后推力(液压缸),因此,叫做推轧穿孔。
这种穿孔方式使用方坯,穿出的毛管较短,变形量很小,延伸系数一般不大于1.1。推轧穿孔的优点如下:
1) 坯料中心处于压应力状态,过程是冲孔和纵轧相结合,不会产生二辊斜轧的内折缺陷,毛管内表面质量好,对坯料质量要求较低;
2)冲头上的平均单位压力比压力穿孔小50%左右,因而工具消耗较小;
3)穿孔过程中主要是坯料的中心部分金属变形,使中心粗大而疏松的组织很好的加工而致密化,同时在压应力作用下,毛管内外表面不易产生裂纹。
4)生产率比压力穿孔高,可达每分钟两支;
以上两种穿孔多生产特殊钢种的无缝钢管,现存的机组很少,因变形量很小,毛管短且厚,因而在热轧无缝钢管机组中要设置斜轧延伸机,将毛管的外径和壁厚减小并使管子延长。另外容易产生较大的壁厚不均。
(3)斜轧穿孔
这种穿孔方式被广泛的应用于无缝钢管生产中,一般使用圆管坯,靠金属的塑性变形加工来形成内孔,因而没有金属的损耗。
4. 斜轧穿孔机的分类?
斜轧穿孔机按照轧辊的形状可分为锥形辊穿孔机、盘式穿孔机和桶形辊穿孔机。按照轧辊的数目分又可分为二辊斜轧穿孔机和三辊斜轧穿孔机。
斜轧穿孔机不管轧辊的形状如何不同,为了保证管坯曳入和穿孔过程的实现,都由以下三部分组成:穿孔锥(轧辊入口锥),辗轧锥(轧辊出口锥)和轧辊压缩带——由入口锥到出口锥之过渡部分。
5. 二辊式穿孔机和三辊式穿孔机的特点?
二辊式穿孔机主要有带导辊的穿孔机、带导板的穿孔机和带导盘的穿孔机,带导辊的穿孔机一般不常用,只用于穿孔软而粘的有色金属,如铜管、钛管等。带导板的穿孔机具有孔型封闭好、接触变形区长、穿出的毛管壁厚可以更薄的特点而仍然得到重视;带导盘的穿孔机越来越得到发展,它的特点是:
1)生产率高,这是由于主动导盘对轧件产生轴向拉力作用,导致毛管轴向速度增加。最快可以达到3~4支/分;
2)由于导盘的轴向力作用,使管坯咬入容易一些,减少了形成管端内折的可能性,也可以提高壁厚的精度;
3)导盘比导板有较高的耐磨性,从而减少了换工具的时间并提高了工具寿命;
三辊式穿孔机的特点是:
i. 由于三个辊呈等边三角形布置,因而在变形中管坯横断面的椭圆度小;
ii. 由于三个辊都是驱动的,仅存在顶头上的轴向力,因而穿孔速度较快,但顶头上的轴向阻力比二辊式大;
iii. 在轧制实心管坯时,由于管坯始终受到三个方向的压缩,加上椭圆度小,一般在管坯中心不会产生破裂,即形成孔腔,从而保证了毛管内表面质量。这种变形方式更适合穿孔高合金钢管。三个轧辊穿孔时坯料和顶头容易保正对中,因此毛管几何尺寸精度高,即毛管横断面壁厚偏差小。
iv. 因穿孔薄壁毛管时容易形成尾三角,使毛管尾端卡在轧辊辊缝中,更适合穿孔中厚壁毛管。d/s比不超过8。
6. 导板和导盘的比较
导板和导盘是穿孔机常用的导位装置,导辊是一种老式的导位装置,现在几乎不用了。导板和导盘的区别为:
1) 导板对孔型的封闭好,可以根据变形区的长度设计导板的长度,而导盘在变形呈弧形分布,接触长度较短,轧辊和导盘的间隙逐渐增大,金属容易进入辊缝而产生链带;
2) 因导盘的主动旋转,可以提高穿孔效率,管坯也容易咬入。导板则次之
3) 使用导板的穿孔机的延伸系数(即可以生产的毛管最小壁厚)比使用导盘的穿孔机要大。
基于以上特点,带导板的穿孔机仍然是一种主流机组。
7. 穿孔机的孔型由什么组成?
穿孔机的孔型由轧辊、导盘(或导板)和顶头组成。见下图
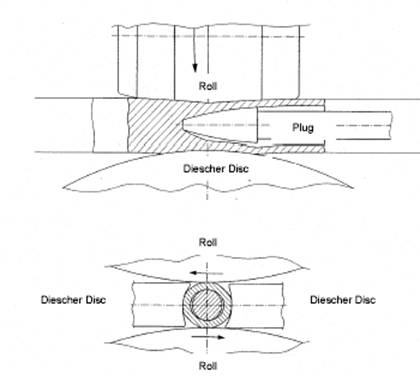
注:Roll—轧辊;plug---顶头;diescher Disc—狄舍尔导盘
8. 锥形辊穿孔机和桶形辊穿孔机的比较?
这两种穿孔机是当今广泛使用的主要机组,锥形辊穿孔机的历史较短,具有更多优点。比较如下:
1)桶形辊穿孔机和锥形辊穿孔机的轧辊均可以上下和左右布置;
2)桶形辊穿孔机的轧辊由两个锥形组成,锥形辊穿孔机的轧辊由一个锥形组成;
3)桶形辊穿孔机的轧件速度变化为小-大-小,锥形辊穿孔机的轧件速度随轧辊直径的增加从小逐步增大;
4)毛管在孔型中的宽展,锥形辊穿孔机要小些,更有利金属轴向延伸变形,附加变形小,毛管内表面质量好,壁厚精度较桶形辊穿孔机高;
5)锥形辊穿孔机的延伸系数比桶形辊穿孔机大,更适合穿孔薄壁毛管,使得轧管机组的机架数目可以减少;d/s比不超过27,使用中不超过20为最佳。
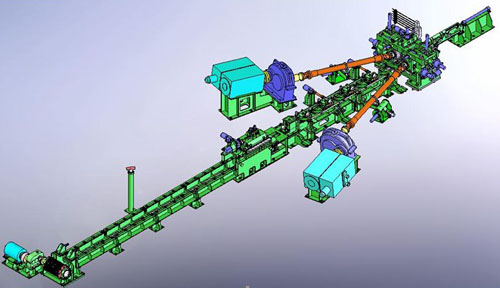
二辊式斜轧穿孔机的设备组成
9. 斜轧穿孔机的设备由哪几部分组成?
穿孔机设备由主传动、前台、机架和后台四大部分组成。
主传动一般由主电机或主电极+变速箱组成。
前台设备一般包括受料槽、导管和推钢机组成。
机架中包括轧辊和导向设备(导盘或导板)。
后台设备主要包括定心辊、毛管回送辊道、顶杆小车、顶杆小车的止推座及将毛管从穿孔机组运送到轧辊机组的运输设备,常见的运输设备有传送链、回转臂和电动车。
10. 主传动的方式及特点?
无缝钢管穿孔机介绍!穿孔机的主传动电机可以使用直流电机或交流电机。直流电机一般通过传动轴直接与轧辊连接,而交流电机则通过减速机和传动轴与轧辊连接。
一个机组可以使用一个电机,即一个电机连接减速机,减速机输出两个输出轴用来驱动轧辊。也可以每个轧辊使用一个电机单独驱动。 更多内容请联系无锡不锈钢市场网站老爸
无锡智辉金属制品有限公司 版权所有 备案号:苏icp备案1566259号
地址:位置是无锡市新吴去南方不锈钢交易中心21幢119号 电话:13865970967 邮箱:1269891575@qq.com
扫码报价